
Mae gan weithgynhyrchu pen uchel a chadwraeth ynni a lleihau allyriadau angen cynyddol frys am brosesau datblygedig. O ran triniaeth arwyneb diwydiannol, mae angen dybryd am uwchraddio technoleg a phrosesau cynhwysfawr. Mae prosesau glanhau diwydiannol traddodiadol, megis glanhau ffrithiant mecanyddol, glanhau cyrydiad cemegol, glanhau effaith gref, glanhau ultrasonic amledd uchel, nid yn unig yn cael cylchoedd glanhau hir, ond yn anodd eu awtomeiddio, yn cael effeithiau niweidiol ar yr amgylchedd, ac yn methu â chyflawni'r effaith glanhau a ddymunir. Ni all ddiwallu anghenion prosesu dirwy yn dda.

Fodd bynnag, gyda'r gwrthddywediadau cynyddol amlwg rhwng diogelu'r amgylchedd, effeithlonrwydd uchel a manwl gywirdeb uchel, mae dulliau glanhau diwydiannol traddodiadol yn cael eu herio'n fawr. Ar yr un pryd, mae technolegau glanhau amrywiol sy'n ffafriol i ddiogelu'r amgylchedd ac sy'n addas ar gyfer rhannau ym maes uwch-orffen wedi dod i'r amlwg, ac mae technoleg glanhau laser yn un ohonynt.
Cysyniad Glanhau Laser
Mae glanhau laser yn dechnoleg sy'n defnyddio laser â ffocws i weithredu ar wyneb deunydd i anweddu neu blicio'r halogion ar yr wyneb yn gyflym, er mwyn glanhau wyneb y deunydd. O'i gymharu â gwahanol ddulliau glanhau ffisegol neu gemegol traddodiadol, mae gan lanhau laser nodweddion dim cyswllt, dim nwyddau traul, dim llygredd, cywirdeb uchel, dim difrod neu ddifrod bach, ac mae'n ddewis delfrydol ar gyfer cenhedlaeth newydd o dechnoleg glanhau diwydiannol.
Egwyddor Gweithio Peiriant Glanhau Laser
Yr egwyddor opeiriant glanhau laseryn fwy cymhleth, a gall gynnwys prosesau ffisegol a chemegol. Mewn llawer o achosion, prosesau ffisegol yw'r brif broses, ynghyd â rhai adweithiau cemegol. Gellir dosbarthu'r prif brosesau yn dri chategori, gan gynnwys proses nwyeiddio, proses sioc, a phroses osciliad.
Proses Nwyeiddio
Pan fydd y laser ynni uchel yn cael ei arbelydru ar wyneb y deunydd, mae'r wyneb yn amsugno'r ynni laser ac yn ei drawsnewid yn ynni mewnol, fel bod tymheredd yr wyneb yn codi'n gyflym ac yn cyrraedd uwchlaw tymheredd anweddiad y deunydd, fel bod y llygryddion yn cael eu gwahanu oddi wrth wyneb y deunydd ar ffurf stêm. Mae anweddiad detholus fel arfer yn digwydd pan fydd cyfradd amsugno golau laser gan halogion wyneb yn sylweddol uwch na chyfradd y swbstrad. Achos cais nodweddiadol yw glanhau baw ar arwynebau cerrig. Fel y dangosir yn y ffigur isod, mae gan y llygryddion ar wyneb y garreg amsugno cryf o'r laser ac maent yn cael eu hanweddu'n gyflym. Pan fydd y llygryddion yn cael eu tynnu ac mae'r laser yn cael ei arbelydru ar yr wyneb carreg, mae'r amsugno'n wan, mae mwy o ynni laser yn cael ei wasgaru gan yr wyneb carreg, mae newid tymheredd yr arwyneb carreg yn fach, ac mae'r wyneb carreg yn cael ei ddiogelu rhag difrod.
Mae proses nodweddiadol sy'n seiliedig ar gemegau yn digwydd pan ddefnyddir laser yn y band uwchfioled i lanhau halogion organig, a elwir yn abladiad laser. Mae gan laserau uwchfioled donfeddi byr ac egni ffoton uchel. Er enghraifft, mae gan laserau excimer KrF donfedd o 248 nm ac egni ffoton mor uchel â 5 eV, sydd 40 gwaith yn uwch nag ynni ffoton laser CO2 (0.12 eV). Mae ynni ffoton mor uchel yn ddigon i ddinistrio bondiau moleciwlaidd mater organig, fel bod CC, CH, CO, ac ati mewn llygryddion organig yn cael eu torri ar ôl amsugno egni ffoton y laser, gan arwain at nwyeiddio pyrolysis a thynnu oddi ar yr wyneb.
Proses Sioc
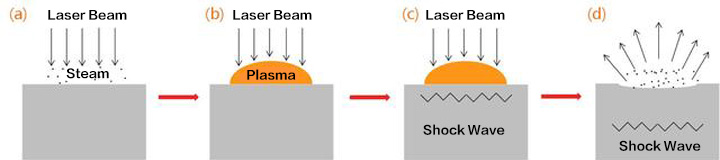
Mae'r broses sioc yn gyfres o adweithiau sy'n digwydd yn ystod y rhyngweithio rhwng y laser a'r deunydd, ac yna mae ton sioc yn cael ei ffurfio ar wyneb y deunydd. O dan weithrediad y siocdon, mae'r halogion arwyneb yn cael eu torri i fyny ac yn dod yn llwch neu falurion wedi'u plicio oddi ar yr wyneb. Mae yna lawer o fecanweithiau sy'n achosi tonnau sioc, gan gynnwys plasma, stêm, ac ehangiad a chrebachiad thermol cyflym. Gan ddefnyddio tonnau sioc plasma fel enghraifft, mae'n bosibl deall yn fyr sut mae'r broses sioc wrth lanhau â laser yn cael gwared ar halogion arwyneb. Gyda chymhwyso lled pwls (ns) ultra-byr a laserau pŵer brig uwch-uchel (107-1010 W / cm2), bydd tymheredd yr wyneb yn dal i godi'n sydyn hyd yn oed os yw'r wyneb yn amsugno'r laser yn ysgafn, gan gyrraedd y tymheredd anweddu ar unwaith. Uchod, mae'r anwedd yn ffurfio uwchben wyneb y deunydd, fel y dangosir yn (a) yn y ffigur canlynol. Gall tymheredd yr anwedd gyrraedd 104 - 105 K, a all ïoneiddio'r anwedd ei hun neu'r aer o'i amgylch i ffurfio plasma. Bydd y plasma yn rhwystro'r laser rhag cyrraedd wyneb y deunydd, a gall anweddiad wyneb y deunydd ddod i ben, ond bydd y plasma yn parhau i amsugno'r egni laser, a bydd y tymheredd yn parhau i godi, gan ffurfio cyflwr lleol o tymheredd uwch-uchel a phwysedd uchel, sy'n cynhyrchu 1-100 kbar ar unwaith ar wyneb y deunydd. Mae'r effaith yn cael ei drosglwyddo'n raddol i du mewn y defnydd, fel y dangosir yn Ffigurau (b) ac (c) isod. O dan weithrediad y siocdon, mae'r halogion arwyneb yn cael eu torri'n llwch, gronynnau neu ddarnau bach. Pan symudir y laser i ffwrdd o'r safle arbelydru, mae'r plasma'n diflannu a chynhyrchir pwysau negyddol yn lleol, ac mae gronynnau neu falurion halogion yn cael eu tynnu o'r wyneb, fel y dangosir yn Ffigur (d) isod.
Proses Osgiliad
O dan weithred corbys byr, mae prosesau gwresogi ac oeri'r deunydd yn gyflym iawn. Oherwydd bod gan wahanol ddeunyddiau cyfernodau ehangu thermol gwahanol, o dan arbelydru laser pwls byr, bydd yr halogion arwyneb a'r swbstrad yn cael ehangiad thermol amledd uchel a chrebachiad o wahanol raddau, gan arwain at osgiliad, gan achosi i'r halogion blicio oddi ar yr wyneb. y deunydd. Yn ystod y broses exfoliation hon, efallai na fydd y deunydd yn anweddu, ac efallai na fydd plasma'n cael ei gynhyrchu. Yn lle hynny, mae'r grym cneifio a ffurfiwyd ar ryngwyneb yr halogiad a'r swbstrad o dan weithred osgiliad yn dinistrio'r bond rhwng yr halogiad a'r swbstrad. . Mae astudiaethau wedi dangos, pan fydd ongl ddigwyddiad y laser yn cynyddu ychydig, gellir cynyddu'r cyswllt rhwng y laser a'r halogiad gronynnau a'r rhyngwyneb swbstrad, gellir lleihau'r trothwy glanhau laser, mae'r effaith osciliad yn fwy amlwg, ac mae'r mae effeithlonrwydd glanhau yn uwch. Fodd bynnag, ni ddylai'r ongl digwyddiad fod yn rhy fawr. Bydd ongl digwyddiad rhy fawr yn lleihau'r dwysedd ynni sy'n gweithredu ar wyneb y deunydd ac yn gwanhau gallu glanhau'r laser.
Cymwysiadau Diwydiant Glanhawyr Laser
Diwydiant yr Wyddgrug
Gall y glanhawr laser sylweddoli glanhau di-gyswllt y llwydni, sy'n ddiogel iawn ar gyfer wyneb y mowld, yn gallu sicrhau ei gywirdeb, a gall lanhau'r gronynnau baw is-micron na ellir eu tynnu trwy ddulliau glanhau traddodiadol, er mwyn i gyflawni glanhau gwirioneddol ddi-lygredd, effeithlon ac o ansawdd uchel.
Diwydiant Offeryn Manwl
Yn aml mae angen i'r diwydiant peiriannau manwl dynnu esters ac olewau mwynol a ddefnyddir ar gyfer iro a gwrthsefyll cyrydiad o rannau, fel arfer yn gemegol, ac mae glanhau cemegol yn aml yn gadael gweddillion. Gall dadesterification laser gael gwared ar esterau ac olewau mwynol yn llwyr heb niweidio wyneb y rhannau. Mae'r laser yn hyrwyddo nwyeiddio ffrwydrol yr haen denau ocsid ar wyneb y rhan i ffurfio ton sioc, sy'n arwain at ddileu halogion yn hytrach na rhyngweithio mecanyddol.
Diwydiant Rheilffyrdd
Ar hyn o bryd, mae'r holl lanhau cyn-weldio rheiliau yn mabwysiadu glanhau olwyn malu a gwregys sgraffiniol malu, sy'n achosi niwed difrifol i'r swbstrad a straen gweddilliol difrifol, ac yn defnyddio llawer o nwyddau traul olwyn malu bob blwyddyn, sy'n gostus ac yn achosi difrifol. llygredd llwch i'r amgylchedd. Gall glanhau laser ddarparu technoleg glanhau gwyrdd effeithlon o ansawdd uchel ar gyfer cynhyrchiad gosod traciau rheilffordd cyflym fy ngwlad, datrys y problemau uchod, dileu diffygion weldio megis tyllau rheilffyrdd di-dor a smotiau llwyd, a gwella sefydlogrwydd a diogelwch uchel fy ngwlad. - gweithrediad rheilffordd cyflym.
Diwydiant Hedfan
Mae angen ail-baentio wyneb yr awyren ar ôl cyfnod penodol o amser, ond mae angen tynnu'r hen baent gwreiddiol yn llwyr cyn paentio. Mwydo/sychu cemegol yw'r prif ddull tynnu paent yn y maes hedfan. Mae'r dull hwn yn arwain at lawer iawn o wastraff ategol cemegol, ac mae'n amhosibl cyflawni gwaith cynnal a chadw lleol a thynnu paent. Mae'r broses hon yn llwyth gwaith trwm ac yn niweidiol i iechyd. Mae glanhau laser yn galluogi tynnu paent o ansawdd uchel ar arwynebau croen awyrennau ac mae'n hawdd ei awtomeiddio i'w gynhyrchu. Ar hyn o bryd, mae'r dechnoleg glanhau laser wedi'i chymhwyso i gynnal a chadw rhai modelau pen uchel.
Diwydiant Llongau
Ar hyn o bryd, mae glanhau cyn-gynhyrchu llongau yn bennaf yn mabwysiadu'r dull ffrwydro tywod. Mae'r dull ffrwydro tywod wedi achosi llygredd llwch difrifol i'r amgylchedd cyfagos ac wedi'i wahardd yn raddol, gan arwain at leihau neu hyd yn oed atal cynhyrchu gan weithgynhyrchwyr llongau. Bydd technoleg glanhau laser yn darparu datrysiad glanhau gwyrdd a di-lygredd ar gyfer chwistrellu gwrth-cyrydu ar arwynebau llongau.
Arfau
Mae technoleg glanhau laser wedi'i defnyddio'n helaeth mewn cynnal a chadw arfau. Gall y system glanhau laser gael gwared â rhwd a halogion yn effeithlon ac yn gyflym, a gallant ddewis y rhan glanhau i wireddu awtomeiddio glanhau. Gan ddefnyddio glanhau laser, nid yn unig y glendid yn uwch na'r broses glanhau cemegol, ond hefyd nid oes bron unrhyw niwed i wyneb y gwrthrych. Trwy osod paramedrau gwahanol, gall y peiriant glanhau laser hefyd ffurfio ffilm amddiffynnol ocsid trwchus neu haen toddi metel ar wyneb gwrthrychau metel i wella cryfder wyneb a gwrthiant cyrydiad. Yn y bôn, nid yw'r gwastraff sy'n cael ei dynnu gan y laser yn llygru'r amgylchedd, a gellir ei weithredu o bellter hir hefyd, sy'n lleihau'r niwed i iechyd y gweithredwr yn effeithiol.
Adeilad Allanol
Mae mwy a mwy o skyscrapers yn cael eu hadeiladu, ac mae'r broblem glanhau o adeiladu waliau allanol wedi dod yn fwyfwy amlwg. Mae'r system glanhau laser yn glanhau waliau allanol adeiladau yn dda trwy ffibrau optegol. Gall yr hydoddiant sydd ag uchafswm hyd o 70 metr lanhau amrywiol lygryddion yn effeithiol ar wahanol gerrig, metelau a gwydr, ac mae ei effeithlonrwydd yn llawer uwch na glanhau confensiynol. Gall hefyd gael gwared â smotiau du a staeniau o wahanol gerrig mewn adeiladau. Mae prawf glanhau'r system glanhau laser ar yr adeiladau a'r henebion cerrig yn dangos bod glanhau laser yn cael effaith dda ar amddiffyn ymddangosiad adeiladau hynafol.
Diwydiant Electroneg
Mae'r diwydiant electroneg yn defnyddio laserau i gael gwared ar ocsidau: Mae angen dadheintio manwl uchel ar y diwydiant electroneg, ac mae dadocsidiad laser yn arbennig o addas. Rhaid dadocsidio pinnau cydran yn drylwyr cyn sodro'r bwrdd i sicrhau'r cyswllt trydanol gorau posibl ac ni ddylid difrodi'r pinnau yn ystod y broses ddadheintio. Gall glanhau laser fodloni'r gofynion defnydd, ac mae'r effeithlonrwydd yn uchel iawn, a dim ond un arbelydru laser sydd ei angen ar gyfer pob nodwydd.
Gwaith Pŵer Niwclear
Defnyddir systemau glanhau laser hefyd wrth lanhau pibellau adweithyddion mewn gweithfeydd ynni niwclear. Mae'n defnyddio ffibr optegol i gyflwyno trawst laser pŵer uchel i'r adweithydd i gael gwared ar lwch ymbelydrol yn uniongyrchol, ac mae'r deunydd wedi'i lanhau yn hawdd i'w lanhau. Ac oherwydd ei fod yn cael ei weithredu o bell, gellir gwarantu diogelwch y staff.
Crynodeb
Mae diwydiant gweithgynhyrchu uwch heddiw wedi dod yn uchelfannau mwyaf blaenllaw cystadleuaeth ryngwladol. Fel system ddatblygedig mewn gweithgynhyrchu laser, mae gan beiriant glanhau laser botensial mawr ar gyfer gwerth cymhwysiad mewn datblygiad diwydiannol. Mae gan ddatblygu technoleg glanhau laser yn egnïol arwyddocâd strategol pwysig iawn ar gyfer datblygiad economaidd a chymdeithasol.